The pressure in plastic extrusion varies based on material and process, typically ranging from 500 to 10,000 psi (3.5 to 69 MPa).
Measuring Pressure in Plastic Extrusion
Measuring the pressure in plastic extrusion is crucial for ensuring a consistent product quality and optimizing the extrusion process. Adequate measurement tools and techniques enable manufacturers to make necessary adjustments in real-time, thereby maximizing output and minimizing material waste.
Tools and Equipment Used
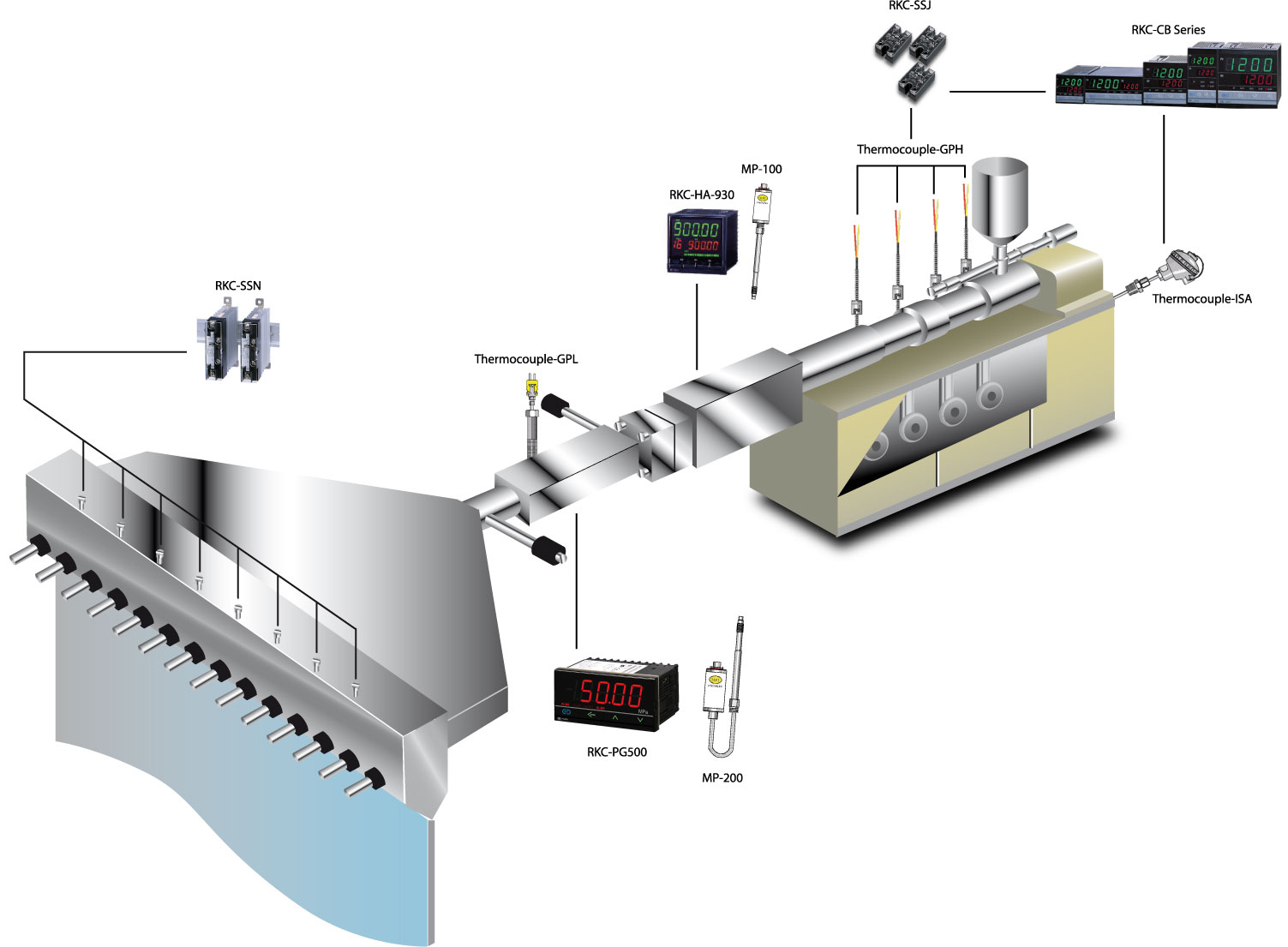
- Pressure Transducers: These are the most commonly used devices to measure pressure in plastic extrusion. They convert the physical pressure value into an electrical signal that can be read by control systems. Brands such as Dynisco and Gefran are renowned for producing reliable transducers for this purpose. Learn more from Wikipedia
- Melt Pressure Gauges: These are specifically designed for high-temperature environments like extrusion processes. They display the pressure readings directly, giving operators an instant overview of the current process conditions.
- Data Acquisition Systems: Paired with pressure transducers, these systems gather, process, and record the pressure data, allowing for historical analysis and trend monitoring.
Challenges in Measurement
- Temperature Variations: High temperatures in the extrusion process can affect the accuracy of pressure measuring devices. For instance, the performance of certain transducers might degrade when exposed to prolonged high temperatures.
- Material Composition: The varying viscosity and material composition in the extrusion process can impact pressure readings. For example, the introduction of additives or different polymer grades can alter pressure dynamics.
- Calibration Issues: Like all measurement devices, pressure measurement tools need periodic calibration. Without proper calibration, readings can be off, leading to potential quality issues in the extruded product.
- Wear and Tear: Over time, the constant exposure to abrasive materials can wear out the measurement devices, necessitating regular checks and replacements.
Types of Pressure in Extrusion
In plastic extrusion, understanding different types of pressure is fundamental to ensure optimal process control and product quality. These pressures play a significant role in determining the final properties of the extruded product and can be influenced by various factors such as material type, equipment configuration, and operating conditions.


Barrel Pressure
- Definition: Barrel pressure, also known as the melt pressure, is the force exerted by the molten plastic inside the extruder barrel. It primarily results from the resistance faced by the molten plastic as the screw pushes it forward.
- Factors Affecting Barrel Pressure:
- Screw speed: Faster rotations can lead to higher barrel pressures.
- Polymer viscosity: High-viscosity materials might lead to increased resistance and therefore higher barrel pressure.
- Temperature settings: Incorrect heating zone temperatures can influence the fluidity of the molten plastic, thus affecting the pressure.
- Significance: Monitoring barrel pressure helps in understanding the behavior of the material inside the barrel, allowing operators to make necessary adjustments for consistent product quality. Learn more about extruder barrels from Wikipedia
Head Pressure
- Definition: Head pressure refers to the pressure developed in the extruder head or adapter before the plastic melt enters the die.
- Factors Affecting Head Pressure:
- Adapter design: The geometry and flow paths can influence the pressure build-up.
- Screen packs and melt filters: Their presence and condition can cause variations in head pressure.
- Significance: Maintaining an optimal head pressure is vital for uniform flow distribution, ensuring that the molten plastic is evenly distributed across the die, leading to products with consistent dimensions and properties.
Die Pressure
- Definition: Die pressure is the force exerted by the molten plastic within the extrusion die itself, dictating how the plastic exits the die and forms the final product shape.
- Factors Affecting Die Pressure:
- Die design: Complex or narrow die designs can increase resistance and hence the die pressure.
- Material flow rate: Faster flow rates can contribute to higher die pressures.
- External cooling or heating mechanisms: They can influence the material’s behavior within the die.
- Significance: Die pressure directly impacts the surface finish, thickness, and overall quality of the extruded product. Monitoring and adjusting die pressure can aid in producing high-quality products consistently. Learn more about extrusion dies from Wikipedia

Factors Affecting Extrusion Pressure
Various elements contribute to this pressure, making it vital for operators to understand and control them. Here are some primary factors affecting extrusion pressure:
Material Properties and Viscosity
- Definition: Viscosity refers to the material’s resistance to flow. In extrusion, the viscosity of the plastic melt plays a crucial role in determining the pressure.
- Factors Influencing Material Viscosity:
- Polymer type: Different polymers, like PE, PVC, or PP, have varying inherent viscosities.
- Additives: Some additives can increase or decrease the material’s viscosity.
- Degradation: Overheated or degraded material can change in viscosity.
- Significance: Understanding material properties, especially viscosity, allows for better control over the extrusion process, ensuring smooth flow and consistent product quality. Learn more about viscosity from Wikipedia
Extruder Screw Design
- Definition: The extruder screw’s design determines how material gets conveyed, melted, mixed, and pumped towards the die.
- Factors Influencing Screw Design’s Effect on Pressure:
- Flight depth: Deeper flights can push more material, affecting pressure.
- Compression ratio: It determines the melting and mixing efficacy of the plastic.
- Screw channels: The design of channels can influence the material’s residence time and mixing.
- Significance: The right screw design can optimize the melting and conveying of the plastic, ensuring consistent pressure and efficient extrusion. Learn more about screw designs from Wikipedia
Temperature and Heating Zones
- Definition: The extruder barrel is divided into various heating zones, each with its temperature setting, controlling the plastic’s melting and flow behavior.
- Factors Influencing Temperature’s Effect on Pressure:
- Zone settings: Different zones might require varied temperature settings based on material and process.
- Heating consistency: Uniform heating ensures consistent viscosity and flow.
- External cooling: It can be used to regulate the temperature, especially near the die.
- Significance: Controlling temperature is paramount in ensuring the material flows smoothly through the extruder, preventing surges or drops in pressure that could affect product quality.
Extrusion Speed and Feed Rate
- Definition: Extrusion speed refers to how fast the material is pushed through the die, while feed rate pertains to the rate at which raw material is introduced into the extruder.
- Factors Influencing Speed and Feed Rate’s Effect on Pressure:
- Material type: Some materials might require slower extrusion speeds.
- Screw speed: Faster screw rotations can lead to increased extrusion speeds but might affect pressure.
- Hopper feed consistency: Irregular feed rates can cause pressure fluctuations.
- Significance: Maintaining a consistent extrusion speed and feed rate is pivotal for steady pressure, ensuring a uniform product output.
Effects of Pressure Variations on Product Quality
Pressure is a critical parameter in the extrusion process. Its fluctuations can significantly impact the product’s final quality. Understanding the repercussions of these variations is essential for manufacturers aiming to produce high-quality products consistently. Here’s a look at some of the impacts of pressure variations on product quality:
Surface Finish and Dimensional Accuracy
- Effect on Surface Finish: Inconsistent pressures can lead to an uneven flow of the molten plastic, resulting in surface defects like ripples, waves, or rough patches on the extruded product.
- Effect on Dimensional Accuracy: Pressure variations can cause inconsistent material flow rates, leading to changes in product dimensions. For instance, an unexpected drop in pressure might produce a thinner section, while a surge can result in thicker parts.
- Significance: Maintaining a consistent pressure is vital for ensuring a smooth surface finish and accurate dimensions, both of which are crucial for the product’s aesthetic appeal and functional integrity. Learn more about surface finish from Wikipedia
Mechanical Properties of the Extrudate
- Effect on Tensile Strength: Fluctuations in pressure can affect the molecular orientation of the plastic, which in turn can influence its tensile strength.
- Effect on Flexibility: Uneven pressures might result in varied cooling rates, affecting the product’s flexibility and brittleness.
- Significance: The mechanical properties, such as tensile strength and flexibility, determine the product’s durability and its ability to withstand external forces. Hence, stable pressure is necessary to ensure the reliability of the extruded product.
Potential Defects Due to Pressure Fluctuations
- Defects like Bubbles or Voids: Sudden drops in pressure can lead to the formation of bubbles or voids in the product, affecting its structural integrity.
- Die Swell or Distortions: A rapid increase in pressure can cause the extrudate to expand suddenly as it exits the die, leading to a phenomenon called die swell.
- Melt Fracture: Irregular pressure can cause a turbulent flow of the molten plastic, leading to a defect known as melt fracture or sharkskin.
- Significance: Recognizing potential defects due to pressure fluctuations enables operators to take corrective measures promptly. Addressing these defects is crucial for both the functional and aesthetic quality of the product.

Optimizing Pressure for Efficient Extrusion
Optimal pressure management is a cornerstone of efficient extrusion. By ensuring the pressure remains within the desired range, manufacturers can produce high-quality products more consistently while also benefiting from enhanced operational efficiency. This section dives into the strategies for pressure optimization and the advantages of maintaining optimal pressure.
Process Control Techniques
- Feedback Control Systems: Using sensors to monitor real-time pressure data, these systems can automatically adjust parameters like screw speed or temperature to maintain the desired pressure.
- Predictive Maintenance: Leveraging machine learning and historical data, manufacturers can predict when components, like screens or screws, might cause pressure deviations and service them preemptively.
- Standardized Operating Procedures: By establishing and following standardized procedures for setups, startups, and shutdowns, operators can minimize pressure fluctuations caused by human errors.
- Training and Skill Development: Continuously training operators on the latest best practices ensures that they can identify and correct deviations promptly.
- Significance: Adopting advanced process control techniques not only ensures consistent product quality but also improves the overall efficiency and longevity of the extrusion equipment. Learn more about process control from Wikipedia
Benefits of Maintaining Optimal Pressure
- Improved Product Quality: Optimal pressure ensures consistent material flow, leading to products with a uniform surface finish, accurate dimensions, and reliable mechanical properties.
- Reduced Material Wastage: By preventing defects associated with pressure fluctuations, manufacturers can minimize scrap rates and boost yield.
- Increased Operational Efficiency: Stable pressure means fewer interruptions for corrections, leading to higher production rates and reduced downtimes.
- Extended Equipment Lifespan: Minimizing pressure spikes and drops can reduce wear and tear on extrusion equipment components, thus prolonging their operational life.
- Significance: Beyond just product quality, maintaining optimal pressure can lead to significant cost savings, sustainability benefits, and a competitive edge in the marketplace.