To prevent voids in injection molding, optimize material, mold design, and processing parameters carefully.
Understanding Voids in Injection Molding
Injection molding, a popular manufacturing process for producing plastic parts, often encounters the challenge of void formation. Voids are air pockets or hollow spaces within a molded part that can affect its structural integrity and aesthetics. Understanding the nature of these voids and the factors contributing to their formation is critical in optimizing the injection molding process.
Definition and Characteristics of Voids
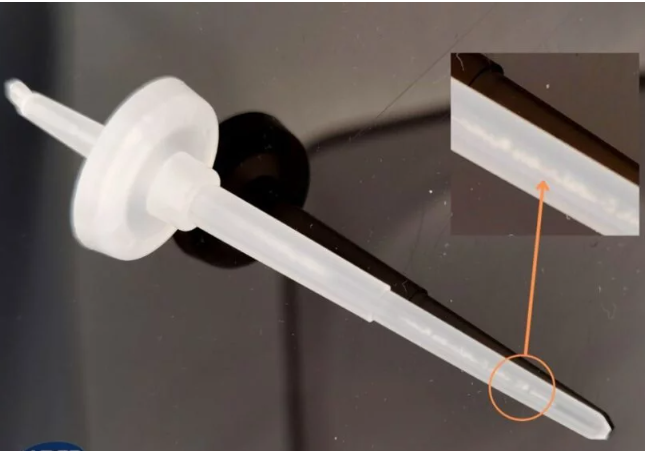
Voids in injection molding are essentially gaps or empty spaces within a plastic part. These occur when the material does not completely fill the mold or when shrinkage happens during the cooling phase. Voids typically appear as bubbles or hollow spaces inside the finished product and can vary in size and location. Key characteristics include:
- Appearance: Visible as spherical, elongated, or irregularly shaped pockets.
- Location: Can occur near the surface or within the internal structure of the molded part.
- Effect on Properties: Can weaken the part’s mechanical strength and impact its visual appeal.
In certain cases, voids might be invisible to the naked eye but can still compromise the integrity and performance of the product. Learn more about injection molding defects.


Causes of Voids Formation
Multiple factors contribute to the formation of voids in injection molded parts, and understanding these is crucial for quality control.
- Material Viscosity and Flow: High-viscosity plastics or incorrect flow rates can lead to incomplete filling of the mold, creating voids. Explore the characteristics of plastic materials.
- Molding Temperature: Insufficient or excessive temperature during the molding process can affect how the material flows and cools, potentially leading to voids.
- Injection Pressure and Speed: Incorrect injection pressure or speed can result in poor material distribution and air entrapment. The material needs to fill the mold completely and uniformly to avoid voids.
- Mold Design: Complex mold designs, inappropriate gate locations, or inadequate venting can obstruct the flow of plastic, leading to air pockets.
- Cooling Rate and Time: Uneven cooling or rapid cooling rates can cause the material to shrink unevenly, forming voids within the part.
Material Considerations
In injection molding, the choice of material not only influences the final product’s properties but also plays a crucial role in the formation of voids. Different materials behave uniquely under the stresses of injection molding, making the understanding of material properties and their appropriate treatment vital for quality output.
Choosing the Right Material
The selection of material should align with the product’s intended use, cost-effectiveness, and manufacturability. Materials vary in their flow characteristics, shrinkage rates, and thermal properties, all of which impact the likelihood and behavior of voids.
- Polystyrene (PS), for example, is cost-effective and easy to mold but is not suitable for high-strength applications. It typically costs around $1-$2 per pound.
- Nylon is known for its strength and flexibility but might require higher processing temperatures, influencing its cost, which can range from $2 to $5 per pound.
- Polycarbonate (PC) offers excellent strength and transparency but can be more expensive, typically ranging from $3 to $6 per pound, and requires precise temperature control to minimize voids.
Each material should be evaluated for its flow characteristics, cost implications, and suitability for the intended application. For detailed material specifications, visit here.
Material Characteristics Affecting Voids
Several material characteristics directly impact the formation of voids:
- Viscosity: Lower viscosity materials flow more easily into the mold, reducing the likelihood of voids but may compromise the strength or detail of the part.
- Shrinkage: Materials with high shrinkage rates are more prone to voids as they cool and solidify. Shrinkage rates can vary; for instance, ABS has a typical shrinkage rate of 0.4% – 0.7%, whereas polyethylene can range from 1.5% to 4%.
- Thermal Properties: Materials with high thermal expansion coefficients or uneven cooling rates are more likely to develop voids due to internal stresses and uneven contraction.
Pre-processing Material Treatment
Proper treatment of the material before molding can significantly impact the quality and integrity of the final product:
- Drying: Some materials, like Nylon, absorb moisture and must be thoroughly dried before processing. Inadequate drying can lead to steam generation during molding, creating voids.
- Temperature Management: Pre-heating the material to the optimal processing temperature can enhance flow properties and reduce the risk of voids. For example, pre-heating ABS to a temperature of about 70-100°C is often recommended.
Machine and Process Parameters
In injection molding, precise control of machine and process parameters is fundamental to minimizing voids. These parameters must be optimized according to the specific material, part design, and machine capabilities to ensure the highest quality of the finished product.
Machine Setup for Minimizing Voids
Setting up the injection molding machine properly is essential in reducing void formation. Key considerations include:


- Machine Capacity: Choose a machine with the appropriate clamping force for the part being produced. A clamping force that’s too low might not hold the mold closed against the pressure of the injected plastic, leading to defects and voids. For instance, producing a small electronic part might require a clamping force of just 2-5 tons, whereas automotive parts might need 2,000 tons or more.
- Platen Size and Tie-Bar Spacing: Ensure the machine’s platen size and tie-bar spacing can accommodate the mold size and complexity. For instance, larger parts like automotive bumpers require machines with larger platen dimensions and greater tie-bar spacing to accommodate the size and ensure even force distribution during injection.
- Injection Unit: The injection unit must be capable of delivering the precise amount of molten material with a consistent shot-to-shot quality. In terms of power consumption, newer electric machines can be more energy-efficient, consuming approximately 0.3 kWh per pound of material processed, compared to 0.5 kWh or more for hydraulic machines.
Optimizing Injection Pressure and Speed
The injection pressure and speed play a critical role in determining the quality of the final product:
- Injection Pressure: This should be high enough to ensure complete mold filling but not so high that it causes excessive internal stresses or flash formation. An ideal pressure range for many standard applications is between 800 to 1,500 PSI, though this can vary widely depending on the material and part design.
- Injection Speed: Proper speed ensures that the material fills the mold before it starts to cool and solidify but is not so fast that it leads to turbulent flow or air entrapment. Typically, a moderate speed is optimal for most applications, with adjustments made based on the observation of the actual molding process.
The Role of Holding Pressure and Cooling Time
After the material fills the mold, holding pressure and cooling time are crucial in determining part quality:
- Holding Pressure: Once the mold is filled, maintaining a holding pressure ensures the cavity remains packed with material, compensating for material shrinkage as it cools. For many thermoplastics, a holding pressure of about 500 to 1,000 PSI is effective.
- Cooling Time: The cooling time should be long enough to allow the part to solidify completely but not so long that it increases cycle time unnecessarily, affecting production efficiency. The cooling time depends on the thickness of the part and the material’s thermal properties. For example, a 3mm thick ABS part might require approximately 20-30 seconds of cooling time.
Mold Design and its Influence
The design of the mold in injection molding plays a pivotal role in the quality of the final product. A well-designed mold not only ensures the proper shape and precision of the part but also significantly influences the formation of voids, particularly through air entrapment, gate location and size, and the effectiveness of venting systems.
Design Features that Affect Air Entrapment
Air entrapment is a common cause of voids and occurs when air is trapped inside the mold as the plastic fills the cavity. To minimize this:
- Smooth Flow Pathways: Ensure that the interior surfaces of the mold are smooth and free from obstructions that can cause turbulent flow and air entrapment.
- Rounded Corners and Angles: Sharp angles can create pockets where air gets trapped. Using rounded corners and smooth transitions can help avoid this.
- Gradual Thickness Transition: A sudden change in wall thickness can lead to uneven flow and air pockets. Designing the mold with gradual transitions between different thicknesses can help maintain a more uniform flow.
Gate Location and Size
The gate is the opening through which the molten plastic enters the mold cavity, and its location and size are critical in controlling how the material fills the cavity:
- Location: Position the gate at the thickest part of the mold or where the flow path can allow the most uniform filling of the cavity. This positioning helps to avoid short shots (incomplete filling) and reduces the likelihood of air entrapment.
- Size: A gate that’s too small might constrict the flow of plastic, leading to a higher risk of voids due to premature cooling or incomplete cavity filling. Conversely, a gate that’s too large might result in a higher incidence of flash (excess material spilling out of the mold cavity) and can affect the aesthetics of the finished part.
Venting Systems in Molds
Adequate venting is crucial to allow air and gases to escape from the mold as it fills with plastic:
- Vent Placement: Vents should be strategically located at the last points to fill in the mold and in areas where air is likely to be trapped.
- Vent Size: The vents must be small enough to prevent the molten plastic from escaping but large enough to allow air and gases to escape effectively. Typically, vent depths are about 0.025 to 0.038 mm.
- Maintenance: Regular cleaning and maintenance of vents are essential to prevent clogs from degraded material, which can block the vent and lead to defects and voids in the final part.

Environmental and Operational Factors
The environment in which injection molding takes place, as well as the operational protocols followed, play substantial roles in the quality of the products produced, including their propensity for voids. Temperature and humidity control, along with rigorous operator training and process monitoring, are critical elements in this regard.
Temperature and Humidity Control in the Production Environment
Maintaining an optimal production environment is essential for consistent quality in injection molding:
- Temperature Control: Keeping a consistent ambient temperature in the injection molding facility helps maintain the consistency of the molding process. Fluctuations in temperature can affect the cooling rate and viscosity of the plastic, leading to voids. An ideal temperature range is typically between 20°C to 23°C.
- Humidity Control: High humidity levels can introduce moisture into hygroscopic materials like nylon, leading to steam generation during the molding process and the creation of voids. Maintaining a relative humidity around 40-60% is often recommended. The cost of installing and running dehumidifiers depends on the size of the facility but can be a crucial investment for quality control.
Operator Training and Process Monitoring
Properly trained operators and effective process monitoring are crucial in identifying and rectifying conditions that may lead to void formation:
- Operator Training: Operators should receive thorough training on the specific machines and materials they will be working with. Understanding the intricacies of how different plastics behave under various temperatures and pressures is crucial for minimizing defects, including voids.
- Process Monitoring: Continuous monitoring of the injection molding process allows for the early detection and rectification of problems. Advanced monitoring systems can track various parameters such as injection speed, pressure, and temperature in real-time. For instance, investing in a monitoring system might cost between $10,000 to $50,000 but can significantly reduce waste and improve product quality.

Troubleshooting and Optimization
Effective troubleshooting and optimization in injection molding not only addresses existing issues like voids but also enhances overall production quality and efficiency. This involves a methodical approach to identifying and analyzing voids, adjusting process parameters, and learning from real-world case studies.
Identifying and Analyzing Voids
The first step in addressing voids in injection molded parts is to identify and analyze their causes:
- Visual Inspection: Regular visual inspections can help quickly identify voids, which typically appear as bubbles or blisters within or on the surface of the molded part.
- Cause Analysis: Once identified, analyzing the root cause is crucial. This might involve examining the material used, mold design, machine settings, and environmental factors. Tools like flow simulation software can be instrumental in this analysis, though they can come with a cost ranging from $1,000 to $5,000 for professional editions.
Adjusting Process Parameters for Void Reduction
After identifying the potential causes of voids, the next step is to adjust the processing parameters:
- Temperature and Pressure Adjustments: Increasing the melt and mold temperature can reduce viscosity, allowing for better flow and filling of the mold. Adjusting the injection pressure is also crucial; too much pressure can cause the material to pack too tightly and trap air, while too little pressure might not fill the mold entirely.
- Optimization of Holding Time and Cooling Rate: Modifying the holding time and cooling rate can significantly affect void formation. Proper balancing is key; too rapid cooling can trap air inside the part, leading to voids.
Case Studies and Real-world Examples
Learning from real-world examples and case studies is invaluable:
- Case Study Analysis: Studying how similar problems were addressed in other projects can provide practical insights. For instance, a case study might reveal that a particular type of plastic is prone to voids under certain conditions, guiding material selection and processing parameters.
- Benchmarking Best Practices: Implementing industry best practices in terms of machine maintenance, mold design, and quality assurance can help in minimizing defects and improving overall efficiency and quality.